1.Ū░čį
š±äėŪąŽ„╝ė╣ż╩Ū20╩└╝o60─Ļ┤·░lš╣ŲüĒĄ─ę╗ĘNŽ╚▀MųŲįņ╝╝ąg,╦³═©▀^į┌│ŻęÄĄ─ŪąŽ„ĄČŠ▀╔Ž╩®╝ėĖ▀Ņlš±äė,╩╣ĄČŠ▀║═╣ż╝■░l╔·ķgöÓąįĄ─Įėė|,Å─Č°╩╣é„ĮyŪąŽ„─Ż╩Į░l╔·┴╦Ė∙▒ŠąįĄ─ūā╗»ĪŻė╔ė┌┤╦ūā╗»ĮŌøQ┴╦é„ĮyŪąŽ„╝ė╣żųą╣╠ėąĄ─ļyŅ},╚ńŪąŽ„ųąĄ─š±äė║═ŪąŽ„¤ßūāą╬Ą╚,Å─Č°Ą├ĄĮ┴╦ā×┴╝Ą─ŪąŽ„ą¦╣¹ĪŻŲ∙Į±×ķų╣╩└ĮńĖ„ć°ļm╚╗į┌š±äėŪąŽ„─│ą®¼FŽ¾Ą─ĮŌßī╔Ž,─│ą®ģóöĄĄ─▀xō±╔Ž▀Ćėąę╗ą®▓Ņäe,Ą½ī”╦³Ą─╣ż╦湦╣¹╩Ūę╗ų┬╣½šJĄ─ĪŻū„×ķŠ½├▄ÖCąĄhttp://www.stonebuy.com/machine/╝ė╣ż║═ļy╝ė╣ż▓─┴Ž╝ė╣żųąĄ─ę╗ĘNą┬╝╝ąg,╦³ęčĮøØB═ĖĄĮĖ„éĆ╝ė╣żŅIė“,│÷¼F┴╦Ė„ĘNÅ═║Ž╝ė╣żĘĮĘ©,╩╣é„ĮyĄ─╝ė╣ż╝╝ągėą┴╦ę╗éĆ’w▄SĪŻčąŠ┐▒Ē├„,ė╔ė┌Ųõį┌ę╗Č©ĘČć·ā╚─▄ē“ėąą¦ĄžĮŌøQļyŪąŽ„▓─┴ŽĄ─╝ė╣ż╝░ŲõŠ½├▄ŪąŽ„╝ė╣żĘĮ├µĄ─å¢Ņ}▓óį┌╝ė╣żųąŠ▀ėąę╗ŽĄ┴ąĄ─╠ž³c,ę“Č°įĮüĒįĮę²Ų╚╦éāĄ─ųžęĢČ°╩▄ĄĮ╩└ĮńĖ„ć°Ą─▓Ü─┐ĪŻ
2.Ųš═©ŪąŽ„┼cš±äėŪąŽ„
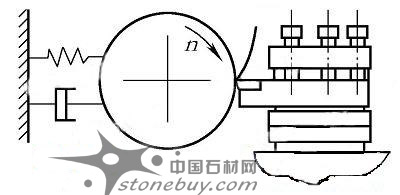
į┌Ųš═©ŪąŽ„ųą,ŪąŽ„╩Ū┐┐ĄČŠ▀┼c╣ż╝■Ą─ŽÓī”▀\äėüĒ═Ļ│╔Ą─ĪŻŪąą╝║═ęč╝ė╣ż▒Ē├µĄ─ą╬│╔▀^│╠,▒Š┘|╔Ž╩Ū╣ż╝■▓─┴Ž╩▄ĄĮĄČŠ▀Ą─öDē║,«a╔·ÅŚąįūāą╬║═╦▄ąįūāą╬,╩╣Ūąą╝┼c─Ė¾wĘųļxĄ─▀^│╠(ęŖłD1)ĪŻį┌▀@ĘNĄČŠ▀╩╝ĮK▓╗ļxķ_ŪąŽ„Ą─Ųš═©ŪąŽ„ųą,ĄČŠ▀Ą─ū„ė├░³└©ā╔éĆĘĮ├µ:ę╗éĆ╩ŪĄČ╚ąĄ─ū„ė├;ę╗éĆ╩Ūą╬│╔ĄČ╚ąĄ─ĄČ├µĄ─ū„ė├ĪŻė╔ė┌ĄČ╚ą┼c▒╗Ūą╬’Įėė|╠ÄŠų▓┐ē║┴”║▄┤¾,Å─Č°
╩╣▒╗Ūą╬’ĘųļxĪŻĄČ├µätį┌ŪąŽ„Ą─═¼Ģrō╬öD▒╗Ūą╬’,┤┘▀M▀@ĘNĘųļxĪŻŲš═©ŪąŽ„ųą,░ķļSų°Ūąą╝Ą─ą╬│╔,ė╔ė┌Ūąą╝┼cĄČŠ▀ų«ķgĄ─öDē║║═─”▓┴ū„ė├,īó▓╗┐╔▒▄├ŌĄž«a╔·▌^┤¾Ą─ŪąŽ„┴”,▌^Ė▀Ą─ŪąŽ„£žČ╚,╩╣ĄČŠ▀─źōp║═«a╔·ŪąŽ„š±äėĄ╚ėą║”¼FŽ¾ĪŻ
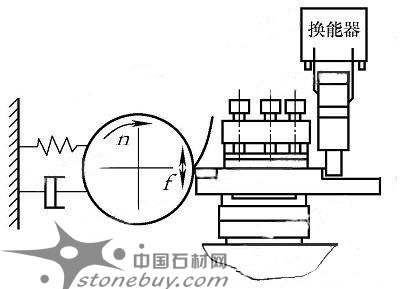
╗∙ė┌▀@ĘN╦╝Žļ,į┌║═ėą║”Ą─ūį╝żš±äė¼FŽ¾ū„ČĘĀÄųą«a╔·┴╦ę╗ĘNą┬Ą─ŪąŽ„ĘĮĘ©Ī¬Ī¬š±äėŪąŽ„ĪŻš±äėŪąŽ„╝┤╩Ū═©▀^į┌ŪąŽ„ĄČŠ▀╔Ž╩®╝ė─│ĘNėąęÄ┬╔Ą─Īó┐╔┐žĄ─š±äė,╩╣ŪąŽ„╦┘Č╚Īó▒││įĄČ┴┐░l╔·ų▄Ų┌ąįĄ─Ė─ūā,Å─Č°Ą├ĄĮ╠ž╩ŌĄ─ŪąŽ„ą¦╣¹Ą─ĘĮĘ©(ęŖłD2)ĪŻš±äėŪąŽ„Ė─ūā┴╦╣żŠ▀║═▒╗╝ė╣ż▓─┴Žų«ķgĄ─┐šķg┼cĢrķg┤µį┌Śl╝■,Å─Č°Ė─ūā┴╦╝ė╣ż(ŪąŽ„)ÖC└Ē,▀_ĄĮ£pąĪŪąŽ„┴”ĪóŪąŽ„¤ß,╠ßĖ▀╝ė╣ż┘|┴┐║═ą¦┬╩Ą──┐Ą─ĪŻš±äėŪąŽ„░┤╦∙╝ėŅl┬╩▓╗═¼┐╔Ęų×ķĖ▀Ņlš±äė║═Ą═Ņlš±äė,Ą═Ņlš±äėāHāHÅ─┴┐╔ŽĖ─ūāŪąą╝Ą─ą╬│╔Śl╝■,ų„ę¬ė├üĒĮŌøQöÓą╝å¢Ņ}ęį╝░┼c┤╦ŽÓĻPĄ─ę╗ŽĄ┴ąå¢Ņ}ĪŻČ°│¼┬Ģš±äė(Ė▀Ņlš±äė)ŪąŽ„ęčĮø╩╣Ūąą╝ą╬│╔ÖC└Ē«a╔·ųž┤¾ūā╗»,┐╔ęį╠ßĖ▀▒╗╝ė╣ż▓─┴ŽĄ─┐╔╝ė╣żąį,╠ßĖ▀ĄČŠ▀ē█├³║═╣ż╝■╝ė╣ż┘|┴┐ĪŻ│¼┬Ģ╝ė╣żĄ─╣ż╦湦╣¹üĒūįĄČŠ▀║═╣ż╝■ų«ķgĄ─Ęųļx▀\äė,╝┤╦³╩Ūę╗ĘN├}ø_╩ĮĄ─öÓ└mŪąŽ„▀^│╠ĪŻ╦∙ęį,ū„×ķŠ½├▄╝ė╣ż║═ļy╝ė╣ż▓─┴Ž╝ė╣żųąĄ─ę╗ĘNą┬╝╝ąg,╦³Ą─ŪąŽ„ą¦╣¹ęčĮøĄ├ĄĮ╩└ĮńĖ„ć°Ą─ę╗ų┬╣½šJ,šJ×ķ╦³╩Ūé„Įy╝ė╣ż╝╝ągĄ─ę╗éĆ’w▄SĪŻ
š±äėŪąŽ„ŽĄĮyĄ─┴„│╠╩Ū:│¼┬Ģ▓©ļŖį┤▌ö│÷┤¾╣”┬╩Ą─│¼┬ĢŅlĄ─Į╗┴„ą┼╠¢,ė╔ōQ─▄Ų„īóļŖ─▄▐DōQ│╔═¼Ņl┬╩Ą─ÖCąĄhttp://www.stonebuy.com/machine/š±äė,Įø▀^ūāĘ∙ŚU▀Mąąš±Ę∙Ę┼┤¾,Å─ȰĦäėĄČŠ▀š±äėĪŻŲõĮM│╔╚ńłD3╦∙╩ŠĪŻ░čš±äėŽĄĮy╣╠Č©į┌ĄČ╝▄╔Ž,ĄČŚUĄ─ū¾Č╦╩ŪĄČŲ¼,ėęČ╦╩Ūš±äė“īäėųąą─,ė╔ōQ─▄Ų„║═ūāĘ∙ŚUīó┐vŽ“š±äė▐DōQ×ķÅØŪ·ĄČŚUĄ─ÖMŽ“š±äėĪŻ
3.š±äėŪąŽ„Ą─╠ž³c╝░╣ż╦湦╣¹Ęų╬÷
(1)š±äėŪąŽ„Ą─╠ž³c
š±äėŪąŽ„┐╔ęį╩╣ŪąŽ„┴”┤¾Ę∙Č╚ĮĄĄ═,╩╣─”▓┴¤ß£pąĪĪóĄČŠ▀ē█├³╠ßĖ▀║═ęč╝ė╣ż▒Ē├µ┤ų▓┌Č╚ųĄ£p╔┘,╝┤ėąęįŽ┬╠ž³c:
1.╣ż╝■ 2.ĄČŲ¼ 3.ĄČ╝▄ 4.ĄČŚU5.ūāĘ∙ŚU 6.ōQ─▄Ų„ 7.裣h└õģs╦«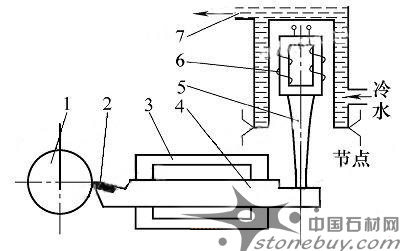
ó┘į┌ŪąŽ„▀^│╠ųą,ĄČŠ▀Ū░├µ▓╗╩Ū╩╝ĮK┼c╣ż╝■▒Ż│ųĮėė|ĀŅæB,Č°╩Ū╠Äė┌ėąęÄ┬╔Ą─Įėė|ĪóĘųļxĀŅæBĪŻ
ó┌ėąęÄ┬╔Ą─├}ø_ø_ō¶ŪąŽ„┴”╚Ī┤·┴╦▀B└mŪąŽ„┴”ĪŻ
ó█ĄČŠ▀(╗“╣ż╝■)Ą─ėąęÄ┬╔ÅŖŲ╚š±äė╚Ī┤·┴╦ĄČŠ▀║═╣ż╝■¤oęÄ┬╔Ą─ūį╝żš±äėĪŻ
ó▄ŪąŽ„┴”┤¾▓┐ĘųüĒūįĄČŠ▀(╗“╣ż╝■)Ą─š±äė,ĄČŠ▀(╗“╣ż╝■)Ą─▀\äėāH╩Ū×ķ┴╦ØMūŃ╣ż╝■╝ė╣żÄū║╬ą╬ĀŅČ°įOų├Ą─ĪŻ
(2)╣ż╦湦╣¹Ęų╬÷
ó┘╦▓ķgŪąŽ„┴”į÷┤¾
Ė∙ō■▀B└mÅŚąį¾wäė┴”Ęų╬÷└Ēšō,į┌Ųš═©ŪąŽ„ųą,ŪąŽ„┴”ę╗ų▒ū„ė├į┌╣ż╝■╔Ž,╩╣Ą├ų▄▀ģĄ─▓─┴Žę▓ģó┼cĄų┐╣ūāą╬,Š═╩╣Ą├Ūą┐┌╠ÄŪąŽ„┴”ĮĄĄ═ĪŻį┌š±äėŪąŽ„ųą,▓─┴ŽĄ─ŲŲē─▀^│╠┼cŲš═©ŪąŽ„▓╗═¼,╦³ė╔├┐┤╬ø_ō¶«a╔·╝Ü╬óŲŲē─Č°═Ļ│╔ŪąŽ„ĪŻį┌š±äėŪąŽ„ųą,ę“š±äė╠ßĖ▀┴╦īŹļHĄ─╦▓ķgŪąŽ„╦┘Č╚,▓óęįäėæBø_ō¶┴”ū„ė├ė┌╣ż╝■,╩╣Ą├Šų▓┐ūāą╬£p╔┘,ū„ė├┴”╝»ųą,╦▓ķgŪąŽ„┴”į÷┤¾ĪŻÅ─Č°½@Ą├▌^┤¾Ą─▓©Ū░Ūąæ¬┴”,ėą└¹ė┌Įī┘Ą─╦▄ąį┤Ó╗»ĪŻ£pąĪ╦▄ąįūāą╬,└¹ė┌ŪąŽ„ĪŻį┌│¼ė▓▓─┴ŽĄ─╝ė╣żĘĮ├µ,▀@ę╗ā׳cĖ³×ķ═╗│÷ĪŻ
ó┌┴Ń╝■▒Ē├µ┘|┴┐Ą─╠ßĖ▀ ė╔▒Ē├µ┤ų▓┌Č╚ųĄėŗ╦Ń╣½╩Į:
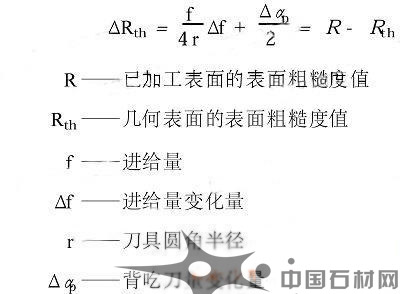
į┌š±äėŪąŽ„ųą,ė╔ė┌▓╗ņ`├¶ąįš±äėŪąŽ„ÖC└ĒĄ─╠žąį,”żf║═”ż”┴pČ╝┌ģė┌┴Ń,╣╩”żRthę▓┌ģĮ³ė┌┴Ń,Å─Č°╩╣ęč╝ė╣ż▒Ē├µĄ─▒Ē├µ┤ų▓┌Č╚ųĄĮėĮ³Äū║╬▒Ē├µ┤ų▓┌Č╚ųĄĪŻ
ó█ėą└¹ė┌└õģs
ĄČŠ▀Ą─Ė▀╦┘š±äėī”ĄČŠ▀Ą─╔ó¤ß╩«Ęųėą└¹,═¼Ģrė╔ė┌ĄČŠ▀Ą─Ū░├µų▄Ų┌ąį├ōļx╣ż╝■,╩╣Ą├ŪąŽ„ę║Ė³╚▌ęū▀M╚ļĄČŠ▀║═╣ż╝■ų«ķg,ę▓į÷╝ė┴╦ŽĄĮyĄ─╔ó¤ß─▄┴”ĪŻš±äėŪąŽ„ųą,ĄČŠ▀į┌š±äėį┤“īäėŽ┬ų▄Ų┌ąįĮėė|Īóļxķ_╣ż╝■ĪŻĄČą╝ĘųļxĢr,ŪąŽ„ę║«a╔·┐š╗»ū„ė├,ŪąŽ„ę║│õĘų▀M╚ļŪąŽ„ģ^ĪŻš±äėŪąŽ„ĢrĄČŠ▀ī”╣ż╝■Ą─ø_ō¶ū„ė├,æ¬┴”▓©Ą─│÷¼F,ėą└¹ė┌ŪąŽ„ģ^┴č╝yĄ─├╚╔·║═öUš╣ĪŻĄČą╝Įėė|Ģr,ė╔ė┌ē║┴”▓Ņ│÷¼F,╩╣Ą├ŪąŽ„ę║ØB═Ėū„ė├╝ėÅŖ,│õĘų░lō]ŪąŽ„ę║Ą─ØÖ╗¼║═└õģsū„ė├ĪŻ▀@ą®Č╝┤¾┤¾ĮĄĄ═┴╦Ū░ĄČ├µ┼cŪąą╝ķg╝░║¾ĄČ├µ┼cęč╝ė╣ż╣ż╝■▒Ē├µķgĄ──”▓┴ĪŻ
4.š±äėŪąŽ„╝╝ągĄ─æ¬ė├
š±äėŪąŽ„╝╝ąg╩Ūį┌蹊┐┴╦ŪąŽ„╝ė╣ż▒Š┘|Ą─╗∙ĄA╔Ž╦∙╠ß│÷Ą─ę╗ĘNŠ½├▄╝ė╣żĘĮĘ©,╦³Åøča┴╦Ųš═©ŪąŽ„╝ė╣żĄ─▓╗ūŃ,Ą½▓ó▓╗─▄═Ļ╚½╚Ī┤·Ųš═©ŪąŽ„╝ė╣ż,Č°ėąę╗Č©Ą─▀mė├ĘČć·,ų„ę¬ėąęįŽ┬ÄūĘĮ├µ:
(1)ļyŪąŽ„▓─┴ŽĄ─╝ė╣ż
▓╗õPõōĪó┤Ńė▓õōĪóĖ▀╦┘õōĪóŌü║ŽĮĪóĖ▀£ž║ŽĮĪó└õė▓ĶTĶFęį╝░╠š┤╔Īó▓Ż┴¦Īó╩»▓─http://www.stonebuy.com/Ą╚ĘŪĮī┘▓─┴Žė╔ė┌┴”īWĪó╬’└ĒĪó╗»īWĄ╚╠žąįČ°ļyęį╝ė╣ż,╚ń▓╔ė├│¼┬Ģš±ŪąŽ„ät┐╔╗»ļy×ķęūĪŻ└²╚ńė├ė▓┘|║ŽĮĄČŠ▀š±äė▄掄┤Ńė▓õō(35Ī½45HRC)═ŌłAĪóČ╦├µĪó┬▌╝y┼cńM┐ūĢr,▓╗Ą½╠ßĖ▀┴╦ŲĮąąČ╚Īó┤╣ų▒Č╚┼c═¼ą─Č╚,Č°Ūę┐╔▀_ĄĮĪ░ńR├µĪ▒Ą─▒Ē├µ┤ų▓┌Č╚,ę▓┐╔ė├Įäé╩»ĄČŠ▀▀Mąąš±äėŠ½├▄╝ė╣żĪŻėų╚ńŌüÜvüĒų╗─▄ęį─źŽ„║═čą─źū„×ķŠ½╝ė╣ż,¼Fė├ė▓┘|║ŽĮĄČŠ▀š±äė▄掄Ģr,ŲõČ╦├µ╔ŽĄ─ūŅ┤¾▒Ē├µ┤ų▓┌Č╚ųĄ┐╔▀_Ra=2Ī½3”╠m,ūŅ╝čĢr┐╔▀_Ra=0.5”╠mĪŻ┤╦═Ō,ė├Ųš═©ŪąŽ„╝ė╣ż╩»─½┼cč§╗»õXĄ╚▓─┴ŽĢrĄ├▓╗ĄĮŲĮš¹Ą─╝ė╣ż▒Ē├µ,ų╗ėą▓╔ė├│¼┬Ģš±äė▓┼─▄«a╔·╬ó┴Ż╩ĮĄ─ŪąŽ„Ęųļx▓óĄ├ĄĮš¹²RĄ─╝ė╣ż▒Ē├µĪŻć°═Ōė├│¼┬Ģš±äė─▄Ēś└¹ĄžŪąŽ„Ė╗õX╝tų∙╩»,╚ń╣¹īó│¼┬Ģ▓©─▄į┤ŪąöÓ,╣ż╝■Ģ■±R╔Žōpē─,Ė∙▒Š¤oĘ©╝ė╣żĪŻ
(2)ļy╝ė╣ż┴Ń╝■Ą─ŪąŽ„╝ė╣ż
╚ńęūÅØŪ·ūāą╬Ą─╝ÜķL▌SŅÉ┴Ń╝■,ąĪÅĮ╔Ņ┐ūĪó▒Ī▒┌┴Ń╝■,▒Ī▒PŅÉ┴Ń╝■┼cąĪÅĮŠ½├▄┬▌╝yęį╝░ą╬ĀŅÅ═ļsĪó╝ė╣żŠ½Č╚┼c▒Ē├µ┘|┴┐ę¬Ū¾ėų▌^Ė▀Ą─┴Ń╝■,ė├Ųš═©ŪąŽ„┼c─źŽ„╝ė╣ż║▄└¦ļy,ė├š±äėŪąŽ„,╝╚┐╔╠ßĖ▀╝ė╣ż┘|┴┐,ėų┐╔╠ßĖ▀╔·«aą¦┬╩,└²╚ńė├ė▓┘|║ŽĮ▄ćĄČ│¼┬Ģš±äėŠ½▄ć╝ÜķLĄ─═╦╗š{┘|õX░¶(”Ą7.2mm,ķL220mm)Ą─═ŌłA,š±äėŅl┬╩×ķF=21.5kHz,š±Ę∙×ķA=15”╠m,f=0.05mm/r,ap=0.01mm,ė├╚½ōp║─ŽĄĮyė├ė═ū„×ķŪąŽ„ę║,╝ė╣ż║¾┐╔½@Ą├╣ż╝■ų▒ÅĮŠ½Č╚×ķ4”╠m,ūŅ┤¾▒Ē├µ┤ų▓┌Č╚ųĄRa=1”╠mĪŻėų╚ń│¼┬Ģš±äėŠ½ńMėą╠ž╩ŌõōųŲ│╔Ą─▒Ī▒┌łA═▓(╣ż╝■ķL70mm,┐ūÅĮ15mm,▒┌║±1mm),į┌ńM▀^Ą─50mmķLČ╚╔Ž┐╔£y│÷ā╚┐ūŠ½Č╚×ķ4”╠m,ūŅ┤¾▒Ē├µ┤ų▓┌Č╚ųĄRa=3”╠mĪŻ
(3)Ė▀Š½Č╚ĪóĖ▀▒Ē├µ┘|┴┐╣ż╝■Ą─ŪąŽ„╝ė╣ż
┼cŲš═©ŪąŽ„ŽÓ▒╚,š±äėŪąŽ„ĢrŪąą╝ūāą╬┼cŪąŽ„┴”ąĪ,ŪąŽ„£žČ╚Ą═,╝ė╣ż▒Ē├µ╔Ž▓╗«a╔·Ęeą╝┴÷Īó„[┤╠┼c▒Ē├µ╬ó┴č╝y,į┘╝ė╔Ž▒Ē├µė▓╗»│╠Č╚▌^┤¾,▒Ē├µ«a╔·ÜłėÓē║æ¬┴”ąĪ,ŪąŽ„▀^│╠ĘĆČ©,╚▌ęū╝ė╣ż│÷Ė▀Š½Č╚┼cĖ▀▒Ē├µ┘|┴┐Ą─╣ż╝■ĪŻ└²╚ńŪ░╩÷Ą─│¼┬Ģš±äė▄掄▄øõXųŲ│╔Ą─╝ÜķL▌S(ķL200mm,7mm)Ģr┐╔Ą├ĄĮłAČ╚2”╠mĪółAų∙Č╚3”╠m/170mmĄ─╝ė╣żŠ½Č╚ĪŻ│¼┬Ģ▄掄”Ą5mmĄ─ļŖäėÖCš¹┴„Ų„Ń~ŠĆĢr,┐╔Ą├ĄĮRa=0.05”╠mĄ─ńR├µ,ė├Ųõ╦¹╝ė╣żĘĮĘ©╩Ū▓╗┐╔─▄▀_ĄĮĄ─ĪŻ
(4)┼┼ą╝ĪóöÓą╝▒╚▌^└¦ļyĄ─ŪąŽ„╝ė╣ż
Ń@┐ūĪóŃq┐ūĪó╣ź┬▌╝yĪóŲ╩öÓĪóõÅŪąĪó└ŁŽ„Ą╚ŪąŽ„╝ė╣żĢr,Ūąą╝═∙═∙╠Äė┌░ļĘŌķ]╗“ĘŌķ]ĀŅæB,ę“Č°│Ż▓╗Ą├▓╗ė╔ė┌┼┼ą╝öÓą╝└¦ļyČ°ĮĄĄ═ŪąŽ„ė├┴┐,▀@Ģr╚ń╣¹ė├š±äėŪąŽ„ät┐╔▒╚▌^Ēś└¹ĄžĮŌøQ┼┼ą╝öÓą╝,▒ŻūC╝ė╣ż┘|┴┐┼c╠ßĖ▀╔·«aą¦┬╩ĪŻ
5.ĮYšZ
ļSų°┐ŲīW╝╝ągĄ─░lš╣║═▀M▓Į,│¼┬Ģ▓©š±äėŪąŽ„ū„×ķę╗ĘNą┬╝╝ągš²į┌ų▓ĮØB═ĖĄĮĖ„éĆŅIė“,ī”│¼┬Ģ▓©š±äėŪąŽ„Ą─蹊┐║═ķ_░lę▓įĮüĒįĮ╩▄ĄĮ╚╦éāĄ─Ųš▒ķųžęĢĪŻ╬ęć°į┌š±äėŪąŽ„╝╝ąg蹊┐└¹ė├ĘĮ├µ║═ć°═ŌŽÓ▒╚ėą▌^┤¾▓ŅŠÓ,┤¾┴”╝ėÅŖĖ▀╦┘│¼Ė▀╦┘─źŽ„╝ė╣ż╝╝ągĄ─蹊┐Īó═ŲÅV║═æ¬ė├,ī”╠ßĖ▀╬ęć°ÖCąĄhttp://www.stonebuy.com/machine/ųŲįņśIĄ─╝ė╣ż╦«ŲĮ║═╝ė┐ņą┬«aŲĘhttp://www.stonebuy.com/sample/ķ_░lŠ▀ėą╩«Ęųųžę¬Ą─ęŌ┴xĪŻ
ł¾ār┬ōŽĄŻ║╦╬ 134 8980 9212/,ł¾ār╬óą┼Ż║134 8980 9212
╩»▓─/╗©ŹÅÄr
ųź┬ķ░ūĪóųź┬ķ╗ęĪó║ė─Žųź┬ķ░ūĪó║ė─Žųź┬ķ╗ę
![]()


![]()






 ą┬└╦╬ó▓®
ą┬└╦╬ó▓® į┌ŠĆ┐═Ę■
į┌ŠĆ┐═Ę■ ķ}╣½ŠW░▓éõ 35020302000986╠¢
ķ}╣½ŠW░▓éõ 35020302000986╠¢