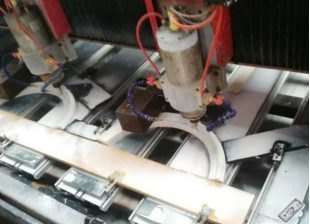
ĪĪĪĪĄ±┐╠ÖC(j©®)ČÓė├ė┌╝ė╣żą²▐D(zhu©Żn)śŪ╠▌Ą─ŲĮÅØŠĆŚlŻ¼Ž¾ą²▐D(zhu©Żn)śŪ╠▌Ą─Ę÷╩ųŠĆŚlĪŻ╝ė╣ż┴óÅØŠĆŚlĄ─įÆŻ¼┴óÅØ╬╗ŠĆŚlĄ─╣░Ė▀▓╗─▄╠½┤¾┴╦ĪŻłD1×ķĄ±┐╠ÖC(j©®)ļpĄČĄ±┐╠ÅØ╬╗ŠĆŚlĪŻ
ĪĪĪĪłD1
ĪĪĪĪĄ±┐╠ÖC(j©®)╝ė╣żÅØ╬╗ŠĆŚl╣ż╦ć┴„│╠Ż║
ĪĪĪĪ▀x┴ŽĪ·ķ_┼„┴ŽĪ·łA╗Ī░Õ┼„┴ŽŪąĖŅĪ·łA╗Ī░Õ┼„┴Ž╝ė╣╠Ī·łA╗Ī░Õ┼„┴Ž┼┼░ÕĪóŠÄ╠¢(h©żo)Ī·łA╗Ī░Õ┼„┴ŽĘų╝■Ī·Öz“×(y©żn)Ī·ŠÄ│╠Ī·│╠ą“─ŻöMĪ·Č©╬╗─ŻųŲū„Ī·šę┴Ń³c(di©Żn)Ī·┼„┴Žčb┴ŽĪ·ÖC(j©®)┤▓š{(di©żo)įćĪ·┴Ń³c(di©Żn)įO(sh©©)ų├Ī·įć╝ė╣żĪ·Öz“×(y©żn)Ī·┼·┴┐įņą═Ī·ąČ┴ŽĪ·Öz“×(y©żn)
ĪĪĪĪĄ±┐╠ÖC(j©®)╝ė╣żÅØ╬╗ŠĆŚlŠ▀¾w╝ė╣ż╣ż╦ćŻ║
ĪĪĪĪ1Īó▀x┴Ž
ĪĪĪĪ░┤╔·«a(ch©Żn)╝ė╣żå╬╔ŽĄ─▀x┴Žę¬Ū¾▀xō±╗─┴ŽĪŻūóęŌ▓─┴ŽĄ─Ņü╔½Īó╝y└Ēę¬Ū¾Ż¼▒M┴┐▒▄ķ_▓─┴Ž┴č╝yŻ¼╠žäe╩Ū░ū╔½
╩»▓─http://www.stonebuy.com/┴č╝y▒žĒÜ▒▄ķ_ĪŻ
ĪĪĪĪ2Īóķ_łA╗Ī░Õ┼„┴Ž
ĪĪĪĪłA╗Ī░Õįņą═╦∙ė├Ą─┼„┴Žæ¬(y©®ng)Ę¹║ŽęįŽ┬╝╝ąg(sh©┤)ę¬Ū¾Ż║Ė▀Č╚ĘĮŽ“ę¬Ū¾╝ė╝ė╣żėÓ┴┐30Ī½40®LŻ¼ŽęķL(zh©Żng)ĘĮŽ“Ą─╝ė╣żėÓ┴┐ę▓×ķ30Ī½40®LŻ¼Ė▀Č╚ĘĮŽ“Ą─ā╔éĆ(g©©)Č╦├µ▒žĒÜą▐ŪąŲĮš¹Ż¼▒Ńė┌ć└(y©ón)Ė±£╩(zh©│n)┤_Ąžī”(du©¼)ś╦(bi©Īo)£╩(zh©│n)─Ż░ÕĪŻ
ĪĪĪĪ3ĪółA╗Ī░Õ┼„┴ŽŪąĖŅ
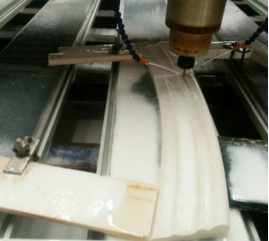
ĪĪĪĪ░┤łA╗Ī░ÕĄ─╝ė╣ż╣ż╦ćė├ļŖ─XĮäé╩»┤«ųķ└KõÅ╗“╦«ĄČÖC(j©®)ŪąĖŅłA╗Ī░ÕŻ¼▓ó░┤ŪąĖŅĒśą“ŠÄ╠¢(h©żo)ĪŻ┴óÅØ╬╗ŠĆŚlį┌║±Č╚ĘĮŽ“╝ė5mmĄ─╝ė╣żėÓ┴┐Ż╗ŲĮÅØŠĆŚlį┌Ė▀Č╚ĘĮŽ“ę└ō■(j©┤)║Ž┴ŽĄ─öĄ(sh©┤)┴┐╝ėėÓ┴┐ĪŻĄ±┐╠ÖC(j©®)Š▀ėąŪąĖŅ╣”─▄ĪŻ╚ń╣¹┤²╝ė╣żĄ─ÅØ╬╗ŠĆŚl║±Č╚ąĪė┌40mmŻ¼┐╔ęįė╔Ą±┐╠ÖC(j©®)į┌╝ė╣żÅØ╬╗ŠĆŚlĢr(sh©¬)ų▒ĮėŪąĖŅŽ┬üĒ(l©ói)Ż¼ęŖłD2ĪŻ
ĪĪłD2
ĪĪĪĪ4ĪółA╗Ī░Õ┼„┴Ž╝ė╣╠
ĪĪĪĪī”(du©¼)┤µį┌┴č╝yĄ─łA╗Ī░Õ┼„┴Žė├└wŠSŠW(w©Żng)║═─zĪóõōĮŅī”(du©¼)łA╗Ī░Õ╝ė╣╠ĪŻ
ĪĪĪĪ5ĪółA╗Ī░Õ┼„┴Ž┼┼░ÕĪóŠÄ╠¢(h©żo)
ĪĪĪĪ×ķ▒ŻūC╝ė╣ż│÷üĒ(l©ói)Ą─ÅØ╬╗ŠĆŚlŽÓÓÅĄ─ŠĆŚlŅü╔½Īó╝y└ĒĄ─╗∙▒Šę╗ų┬Ż¼ŪąĖŅ│÷üĒ(l©ói)Ą─łA╗Ī░Õ┼„┴Ž░┤ą²▐D(zhu©Żn)śŪ╠▌┼┼░µłD┼┼░ÕŻ¼ŠÄ╠¢(h©żo)Ż¼▓óīóŠÄ╠¢(h©żo)īæį┌┼„┴Ž╔ŽĪŻ
ĪĪĪĪ6ĪółA╗Ī┼„┴ŽĘų╝■
ĪĪĪĪ░┤ą²▐D(zhu©Żn)śŪ╠▌╔·«a(ch©Żn)╝ė╣żå╬╔ŽĄ─ŲĮ├µłD╗“┴ó├µī”(du©¼)ī”(du©¼)ÅØ╬╗ŠĆŚlłA╗Ī░Õ┼„┴ŽĘų╝■Ż¼▓óī”(du©¼)Ęų╝■Ž┬üĒ(l©ói)Ą─┴ŽŠÄ╠¢(h©żo)ĪŻ
ĪĪĪĪ7ĪóÖz“×(y©żn)
ĪĪĪĪÖz“×(y©żn)Ęų║├Ą─ÅØ╬╗ŠĆŚl┼„┴ŽŽęķL(zh©Żng)Īó║±Č╚ĪóĖ▀Č╚╝░▒Ē├µĄ─┘|(zh©¼)┴┐ĪŻ
ĪĪĪĪ8ĪóŠÄ│╠
ĪĪĪĪ░┤ÅØ╬╗ŠĆŚl┤¾śėłDė├Š½Ą±ŠÄ│╠▄ø╝■└LłDŻ¼▓óīółDą╬▐D(zhu©Żn)╗»│╔│╠ą“ĪŻ
ĪĪĪĪ9Īó│╠ą“─ŻöM
ĪĪĪĪ└¹ė├▄ø╝■ųąĄ─│╠ą“─ŻöMÖz“×(y©żn)│╠ą“š²┤_ąįĪŻ
ĪĪĪĪ10ĪóČ©╬╗─ŻųŲū„
ĪĪĪĪį┌╝ė╣żųąą─╔ŽųŲū„čbŖA┼„┴ŽĄ─Č©╬╗┐┐─ŻĪŻ
ĪĪĪĪ11Īóšę┴Ń³c(di©Żn)
ĪĪĪĪöÓ³c(di©Żn)║¾Ż¼ųžą┬åóäė(d©░ng)ÖC(j©®)Ų„Ż¼äš(w©┤)▒ž▀M(j©¼n)ąą╗ž┴Ń╣żū„Ż¼Ę±ätŻ¼ÖC(j©®)Ų„▓╗─▄▀\(y©┤n)ąąĪŻ
ĪĪĪĪ12Īó┼„┴Žčb┴Ž
ĪĪĪĪīóÅØ╬╗ŠĆŚl┼„┴ŽčbŖAĄĮ╝ė╣żųąą─╔ŽŻ¼▓ó╣╠Č©ĪŻčb┴ŽĢr(sh©¬)ę¬ī”(du©¼)šš╔·«a(ch©Żn)╝ė╣żå╬Ą─Ų┤ĮėĻP(gu©Īn)ŽĄłDĘ┼ų├┤²įņą═Ą─┼„┴ŽŻ¼ūóęŌĘ┼ų├├µĄ─ĘĮŽ“ĪŻĘ┼ų├Õe(cu©░)┴╦Ż¼įņą═│÷üĒ(l©ói)Ą─ÅØ╬╗ŠĆŚl╝y└ĒĘĮŽ“Š═Ę┤┴╦ĪŻ
ĪĪĪĪ13ĪóōQĄČ
ĪĪĪĪ╩ųäė(d©░ng)ōQĄČŻ¼╦╔ķ_Ń@ŖAŅ^Ż¼╚ĪŽ┬ĄČŠ▀Ż¼ōQ╔ŽąĶꬥ─ĄČŠ▀Ż¼╚╗║¾öQŠoŃ@ŖAŅ^µiŠoĄČŠ▀ĪŻ
ĪĪĪĪ14ĪóÖC(j©®)┤▓š{(di©żo)įć
ĪĪĪĪó┘ Öz“×(y©żn)╦«ļŖÜŌ╩Ūʱš²│ŻŻ╗
ĪĪĪĪó┌ åóäė(d©░ng)Ą±┐╠ÖC(j©®)┐š▀\(y©┤n)ÄūĘųńŖÖz£y(c©©)ÖC(j©®)┤▓╩Ūʱėą╣╩šŽŻ╗
ĪĪĪĪó█ ĮoĄ±┐╠ÖC(j©®)╝ėė═Ż¼ØÖ(r©┤n)╗¼Ą±┐╠ÖC(j©®)Ė„▀\(y©┤n)ąąÖC(j©®)śŗ(g©░u)Ż╗
ĪĪĪĪó▄Ę┼╚ź┐šÜŌē║┐sÖC(j©®)└’Ą─╦«ÜŌŻ╗
ĪĪĪĪ15Īó┴Ń³c(di©Żn)įO(sh©©)ų├
ĪĪĪĪįO(sh©©)ų├┤²╝ė╣żĄ─╣ż╝■įŁ³c(di©Żn)ĪŻ
ĪĪĪĪ16Īóī”(du©¼)ĄČ
ĪĪĪĪī”(du©¼)ĄČ³c(di©Żn)ę╗░Ń×ķ╝ė╣ż┴Ń³c(di©Żn)ĪŻī”(du©¼)Z³c(di©Żn)Ģr(sh©¬)Ż¼═©│Ż╠¦Ė▀1mmŻ¼┴¶1mmĄ─╝ė╣żėÓ┴┐ĪŻ
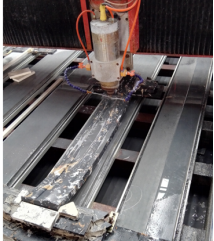
ĪĪĪĪ17Īóįć╝ė╣ż
ĪĪĪĪį┌┼·┴┐╝ė╣żÅØ╬╗ŠĆŚlŪ░Ž╚įć╝ė╣ż1╝■Ż¼╝ė╣ż║ŽĖ±║¾į┘┼·┴┐╝ė╣żĪŻłD3╝ė╣żŲĮÅØ╬╗ŠĆŚlŻ¼łD4╝ė╣ż┴óÅØ╬╗ŠĆŚlĪŻ
ĪĪĪĪłD3
ĪĪ
ĪĪĪĪłD4
ĪĪĪĪ18ĪóÖz“×(y©żn)
ĪĪĪĪī”(du©¼)įć╝ė╣ż║├Ą─ÅØ╬╗ŠĆŚlė├ś╦(bi©Īo)£╩(zh©│n)─Ż░ÕÖz“×(y©żn)ĪŻ
ĪĪĪĪ19Īó┼·┴┐įņą═
ĪĪĪĪįć╝ė╣ż║├Ą─ÅØ╬╗ŠĆŚlÖz“×(y©żn)║ŽĖ±║¾Ż¼┐╔ęį┼·┴┐įņą═ĪŻ├┐╝ė╣ż║├1╝■ė├ś╦(bi©Īo)£╩(zh©│n)─Ż░ÕÖz“×(y©żn)╝ė╣ż║├Ą─ÅØ╬╗ŠĆŚlĪŻ
ĪĪĪĪ20ĪóąČ┴Ž
ĪĪĪĪīó╝ė╣ż║├Ą─ÅØ╬╗ŠĆŚlÅ─Ą±┐╠ÖC(j©®)╔Ž╚ĪŽ┬üĒ(l©ói)Ę┼ų├į┌Lą═╝▄╔Ž╗“═ą▒P╔ŽĪŻ
ĪĪĪĪ21ĪóÖz“×(y©żn)
ĪĪĪĪī”(du©¼)╝ė╣ż║├Ą─ÅØ╬╗ŠĆŚlė├ś╦(bi©Īo)£╩(zh©│n)─Ż░ÕÖz“×(y©żn)ā╔Č╦Ą─ą╬ĀŅŻ¼Öz“×(y©żn)Ų½▓Ņį┌Ī└1mmā╚(n©©i)Ż╗Öz“×(y©żn)ÅØ╬╗ŠĆŚlĄ─│▀┤ńŻ¼Öz“×(y©żn)Ų½▓Ņį┌1mmā╚(n©©i)Ż╗ė├Ė„įņą═┼_(t©ói)ļAČ╬Ą─łA╗Ī─Ż░ÕÖz“×(y©żn)łA╗ĪČ╚Ż╗─┐£y(c©©)łA╗Īįņą═Ą─łA╗¼Č╚Ż╗ė├ė╬ś╦(bi©Īo)┐©Öz£y(c©©)įņą═Ą─╔ŅČ╚╩Ūʱ▀_(d©ó)ĄĮ╝ė╣żę¬Ū¾ĪŻ
ĪĪĪĪū„š▀ | Ļ╠▌x



ėŗ(j©¼)ĤŠW(w©Żng)")
")
 ķ}╣½ŠW(w©Żng)░▓éõ 35020302000986╠¢(h©żo) ķ}ICPéõ05004817╠¢(h©żo)
ķ}╣½ŠW(w©Żng)░▓éõ 35020302000986╠¢(h©żo) ķ}ICPéõ05004817╠¢(h©żo)



 ą┬└╦╬ó▓®
ą┬└╦╬ó▓® į┌ŠĆ┐═Ę■
į┌ŠĆ┐═Ę■